
SECO/VACUUM | HPGQ
Pushing the Envelope of High-Pressure Gas Quenching Furnaces: H13 Die Insert Hardening
We're going to spend this little bit of time this afternoon discussing the applications of a high pressure gas quench furnace and some particular application that is in hardening of H 13 tools seal dyes.

Now, during this presentation, we'll talk a little bit about hardening and the HPGQ furnace in general, the challenge it has with hardening of items such as dye inserts, and what all is involved in that process. Then we're going to talk a little bit about how the industry responds to this issue. And through industry spec called the NADCA standard. And we'll talk a little bit about how the industry qualifies the ability of a high pressure gas quench furnace to fulfill this application. And then finally, we'll discuss the performance of a few high pressure gas quench furnaces in this particular role.

So, hardening is basically a high pressure gas quench furnace’s middle name. Its capabilities allow it to be quite versatile in this role. They can quench items such as a small handful, dies, threading dies, drill bits, etc. to perhaps some extrusion dies that are say medium sized to items such as say, some raw materials that may need to be processed, and finally even hand tools; its ability to handle various materials sizes, geometries, etc., in a clean, efficient way and make it again very versatile in the hardening role.
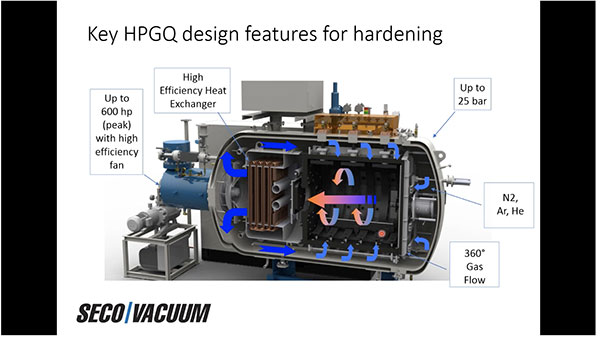
How does it do this? Well, there are a number of key design features that allow it to be very versatile. Namely, the first which is a 360 degree gas flow. Now as you'll note, this is the cross section of a high pressure gas quench furnace, particularly a SECO/VACUUM Vector® style furnace. Around the circumference of the hot or working zone are positioned a series of nozzles. Those nozzles are the inlet for the quench gas during quenching. Again, they're situated around the working zone of the of the inside of the furnace, the inside of the hot zone in such a way that the gas comes out at a high velocity and is able to penetrate into the working zone to ensure a uniform quench.
Now I mentioned gas velocity. Gas velocity is extremely important because again, in order for the heat to be transferred away from the part during quenching, we have to ensure a high convective heat transfer coefficient, if you will. And, of course, that's largely dependent on the velocity of the gas moving across any surface is trying to be cooled. So, the velocity needed to ensure good penetration into that working zone inside the hot zone where the parts are located requires a large capacity motor and fan. In our case, or in the case of a SECO/VAUUM Vector furnace, we have motors available up to 600 horsepower peak power coupled with a high efficiency fan to generate around 40 to 50 meter per second quench nozzle exit velocity. Just for point of reference, this is about the entrance into a category three hurricane, or about 111 miles an hour or so. For sure it's gusty inside the furnace during a quench.
As I mentioned convection, the convective heat transfer coefficient is key in this situation so along with the velocity, the HPGQ furnace oftentimes is capable of quenching at different pressures. In our case, the vector furnace is capable of quenching at pressures up to 25 bar, which again allows greater density, if you will, with more molecules next to the surface, allowing heat to be transferred from the working part to the gas and carried away.
Also, the Vector or HPGQ furnace has the ability to accommodate different gases again affecting the density and the conductivity of the gas. Typically, nitrogen or N2 is used but in some cases where nitrogen may be reactive with the parts being treated, argon can be used which is an inert gas although at times that's to the disadvantage of cooling because Argon's thermal conductivity is not so good when compared to nitrogen. On the flip side, helium is sometimes used which is also nonreactive but it also unlike argon, has a higher thermal conductivity which makes it a more effective and aggressive quenchant compared to nitrogen.
And then, of course, to facilitate this the gas is circulated, as I said, around the circumference of the hot zone through these nozzles. Then it passes through the rear of the hot zone into a heat exchanger. This heat exchanger is designed for high efficiency, removal of energy from the gas flow as it flows back into the fan allowing the gas to maintain a steady state temperature much lower than the working parts in the hot zone, again, to facilitate that high rate of heat transfer of energy away from the load during quench. In summary, this furnace and this this type of furnace has the ability to provide a highly effective quench because of these characteristics.
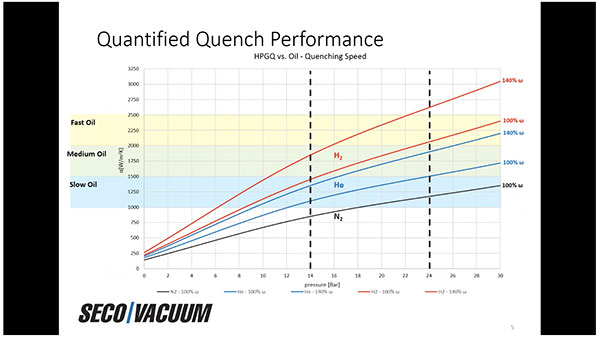
How effective? Well, we can take a minute to look at some data. So, what you see here is the alpha or overall heat transfer rate as measured in an HPGQ furnace. It is the true objective indication of the furnace’s capability for quenching. Do note that this data was taken from not a single chamber furnace like the one we looked at but actually a two chamber furnace where the workload is removed from the heating chamber and placed into a separate chamber during quench. Now a few interesting things to point out about this data: First as we increase in pressure, even with nitrogen, the effectiveness of gas quench can approach speeds that are in the slow oil range.
To continue and view the full audio/visual presentation in its entirety, register here: https://register.gotowebinar.com/recording/481534814774976006
 Request Quote/Info
Request Quote/Info
